About Us
The argument in favor of using filler text goes something like this: If you use real content in the Consulting Process, anytime you reach a review point you’ll end up reviewing and negotiating the content itself and not the design.






Social Links
Custom Sublimated Promotional Products: The 2026 Brand Excellence Guide
Custom Sublimated Promotional Products: The 2026 Brand Excellence Guide
Your promotional products are either building your brand equity or quietly eroding it with every peeling logo and faded graphic! Many leaders have experienced the disappointment of opening a bulk order only to find dull colors and limited design space that fails to represent their vision. It’s frustrating to invest in marketing tools that don’t survive the first few uses. By shifting your strategy toward custom sublimated promotional products, you’re choosing a molecular bonding process that ensures your branding becomes a permanent, vibrant part of the material itself rather than a fragile layer on top.
We believe that high-tier brands deserve merchandise that reflects their commitment to excellence. This guide reveals how high-definition sublimation transforms standard items into premium brand assets that never fade, crack, or peel. You’ll learn how to achieve photo-quality results across your entire product line while benefiting from a fully managed process from design to delivery. We’ll show you how to secure durable, professional-grade results that turn every piece of gear into a lasting testament to your brand’s quality.
Key Takeaways
- Understand the science of sublimation to ensure your branding becomes a permanent part of the product fiber rather than a fragile surface layer.
- Learn how to leverage all-over printing and complex gradients to maximize your brand’s visual impact across every square inch of your merchandise.
- Identify the technical standards, such as the 65% polyester minimum, required to produce high-quality custom sublimated promotional products that remain sharp and vibrant.
- Explore premium product categories like moisture-wicking performance apparel and full-wrap drinkware that provide a high-tier, photo-realistic finish.
- Discover how a managed design and logistics process can streamline your brand’s growth while maintaining a sophisticated, professional image.
What Are Custom Sublimated Promotional Products?
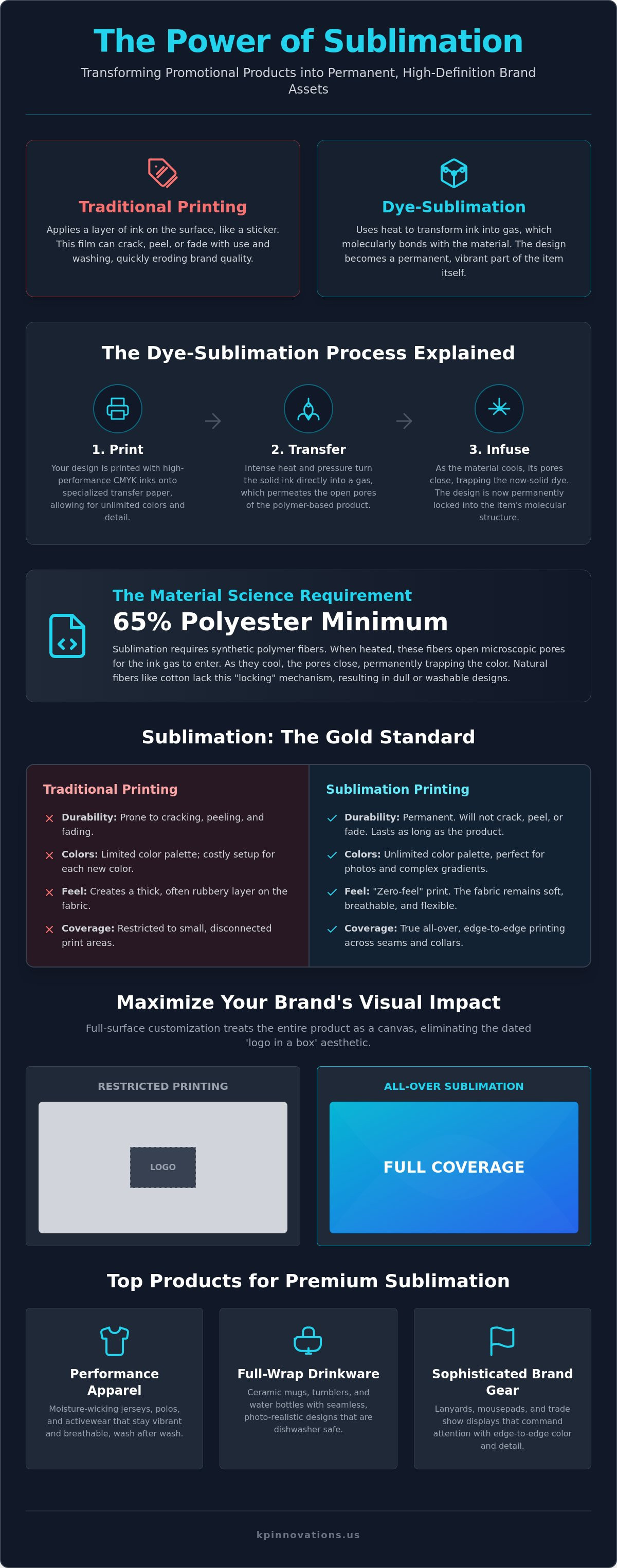
Custom sublimated promotional products represent a fundamental shift in how brands communicate through physical objects. While traditional printing methods focus on applying a layer of ink to a surface, sublimation is a molecular transformation. It’s a digital printing technology that uses heat to transfer dye directly into the material. This ensures your branding isn’t just sitting on top of an item; it’s permanently embedded within it. This technology allows for a level of detail and color vibrancy that was once impossible in the promotional world.
The core difference between sublimation and traditional screen printing lies in the physical bond. Screen printing creates a “film” of ink on the surface of the substrate. Over time, this film can crack, peel, or fade as the product is washed or used. Sublimation avoids these failures entirely. Because the dye permeates the fibers, the design remains as durable as the product itself. You get a high-definition, permanent brand asset that maintains its integrity for years. It’s the difference between a temporary sticker and a permanent finish.
Success in sublimation depends heavily on the material science of the substrate. This process requires synthetic fibers, specifically polyester or polymer-coated items. When heat is applied, the polymer molecules in the fabric open up. The gasified ink enters these microscopic openings. As the material cools, the molecules close and trap the color inside. This is why a minimum of 65% polyester is required for clear, sharp results. Natural fibers like cotton lack these “locking” pores, which is why designs on cotton often look dull or wash out. Understanding this material requirement is the first step toward a premium product.
The Dye-Sublimation Process Explained
The journey from a digital concept to a finished asset involves three precise phases. First, we print your design onto specialized transfer paper using high-performance CMYK inks. This allows for total creative freedom without the limitations of standard color counts. Second, we apply intense heat and pressure to the paper and the product simultaneously. This causes the solid ink to skip the liquid phase and turn directly into a gas, a scientific phenomenon known as Dye-sublimation printing. Finally, during the cooling phase, the dye reverts to a solid state, permanently locked into the molecular structure of the item.
Why Sublimation is the Gold Standard for 2026
Modern brands demand a sophisticated visual identity that goes beyond a simple one-color logo. Sublimation offers an unlimited color palette without the added cost of setup fees for every new shade. It’s the ideal choice for complex gradients and photo-realistic imagery. Because the ink resides inside the fibers, these “zero-feel” prints allow apparel to stay soft and breathable. You won’t feel a thick, rubbery patch on your chest. Additionally, the move toward water-based sublimation inks provides an eco-friendly manufacturing advantage. It’s a cleaner, more efficient way to build a high-tier brand presence.
Strategic Advantages of Full-Surface Customization
Standard branding often feels like an afterthought. It is frequently restricted to a small rectangular area on a chest or a sleeve, creating a disconnected look. Full-surface customization changes the narrative by treating the entire product as a canvas. When you utilize all-over printing (AOP), you remove the physical boundaries that limit your brand’s expression. This edge-to-edge design capability eliminates the dated ‘logo in a box’ aesthetic; it allows your visual identity to flow across seams, collars, and edges. For companies seeking a premium market position, custom sublimated promotional products offer the only way to achieve this level of design integration without compromising the item’s structural integrity.
The precision of sublimation also enables the use of complex gradients and photo-realistic details that traditional methods simply cannot replicate. While screen printing struggles with intricate shading or high color counts, sublimation excels. You can maintain perfect brand consistency by ensuring exact PMS color matching across diverse product categories. Whether it’s a team jersey or a ceramic mug, your brand colors remain uniform and vibrant. This level of control is essential for modern enterprises that view their physical merchandise as high-stakes touchpoints in a larger marketing strategy.
Maximizing the ‘Real Estate’ of Your Merchandise
Strategic design means looking beyond the obvious. You can use interior patterns or hidden design elements to surprise your customers and create a sense of exclusivity. This approach results in retail-quality gear that your employees actually want to wear on their own time. By investing in higher design standards, you ensure your promotional products drive a higher return on investment through increased visibility and long-term use. You aren’t just giving away a shirt; you’re providing a piece of apparel that competes with luxury retail brands.
Durability That Outlasts the Competition
A beautiful design is worthless if it fades after three weeks. Sublimation provides a level of durability that outclasses other garment decorating techniques. Because the dye is molecularly bonded to the material, it’s incredibly resistant to UV fading. This makes it the ideal choice for outdoor event gear, tents, and signage that must endure direct sunlight. On the apparel side, these items are completely laundry-proof. You won’t see the cracking or peeling common with heat-press vinyl or thick screen prints. Even on hard goods like stainless steel tumblers, the finish remains scratch-resistant. This ensures your custom sublimated promotional products stay pristine despite daily wear and tear. If you’re ready to elevate your brand’s physical presence, consider how partnering with a strategic manufacturing expert can protect your investment.
Top Sublimated Products for Corporate Branding
Not all merchandise is created equal. When you select custom sublimated promotional products, you’re looking for items that maximize the technical strengths of the process. High-performance apparel and full-wrap drinkware represent the pinnacle of this category. These products allow for all-over printing (AOP), which transforms a standard item into a fully customized brand asset. By choosing products that support edge-to-edge design, you ensure your brand’s visual identity isn’t confined to a small, restrictive area.
Strategic product selection focuses on items that integrate into your audience’s daily lifestyle. We prioritize products that offer high utility and long-term durability. Consider these top-tier categories for your next campaign:
- High-Performance Apparel: Moisture-wicking polos, quarter-zips, and team jerseys that maintain their breathability.
- Premium Drinkware: Full-wrap stainless steel tumblers, water bottles, and ceramic coffee mugs with vibrant, permanent finishes.
- Office Essentials: Microfiber mouse pads, desk mats, and tech cleaning cloths that showcase high-definition detail.
- Event Signage & Textiles: Professional table covers, banners, and branded tote bags designed for maximum visibility.
Apparel: The Power of Private Label Sublimation
Sublimation is the secret behind retail-quality corporate uniforms and team stores. Instead of settling for a basic logo on a pre-made shirt, you can create custom patterns that reflect your brand’s unique DNA. Achieving this level of sophistication requires working with specialized apparel factories that understand the nuances of high-end sublimation. It’s vital to remember that 100% polyester or high-poly blends are non-negotiable for vibrant results. These materials ensure the dye locks in permanently, maintaining a crisp look even after years of heavy use and frequent laundering.
Hard Goods and Accessories
The versatility of sublimation extends far beyond fabric. Sublimated phone cases and tech accessories are excellent choices for modern workforces that value both style and protection. For high-end corporate gifting, custom towels and plush blankets offer a premium feel that standard screen-printed alternatives can’t match. Even small-format custom sublimated promotional products like lanyards, keychains, and luggage tags can feature full-color, intricate detail. These smaller assets often provide a significant ROI because they’re used in high-traffic public spaces, ensuring your brand stays top-of-mind. When every detail matters, sublimation provides the precision your brand deserves.
Quality Standards: How to Evaluate Sublimation Suppliers
Selecting a manufacturing partner for your custom sublimated promotional products requires a rigorous vetting process that goes beyond comparing unit costs. Precision is the primary differentiator in 2026. You must verify that your supplier uses substrates with at least a 65% polyester ratio to guarantee the high-definition clarity your brand demands. Anything less results in a washed-out, unprofessional appearance that undermines your investment. Premium suppliers also prioritize industrial-grade heat presses over desktop equipment to ensure consistent color saturation across every single unit in a high-volume run.
Ink quality is another critical variable. Budget dyes often suffer from premature UV fading or color shifting under fluorescent office lighting. We utilize premium, fade-resistant dyes that maintain their exact PMS values for the life of the product. This technical attention to detail separates strategic brand assets from disposable giveaways. True brand excellence is achieved when your partner moves beyond simple order taking to provide white-glove project management and strategic execution.
Vetting the Manufacturing Process
Ask potential partners about their color calibration and proofing protocols. A sophisticated supplier will provide pre-production samples for large-scale corporate orders to eliminate surprises. They should also demonstrate clear methods for preventing ‘ghosting,’ a common defect where ink shifts during the heat transfer process, causing blurry edges. If a vendor can’t explain their quality control steps for ghosting, they aren’t equipped for high-stakes branding. Ensure they have a documented process for translating digital designs into physical reality without losing detail.
Logistics and Global Fulfillment
Strategic execution doesn’t end when the printing is finished. Managing inventory for Online Company Stores requires a partner capable of seamless global fulfillment. For multi-national brand campaigns, you need a distribution network that ensures fast, reliable shipping regardless of the destination. KP Innovations manages the heavy lifting of logistics, from secure storage to final-mile delivery. We transform a complex supply chain into a streamlined, stress-free experience for your internal teams. If you’re ready to secure a partner who prioritizes precision at every step, contact our strategic fulfillment experts today to discuss your global distribution needs.
Partnering with KP Innovations for Your Next Project
Selecting the right manufacturing partner is the final, most critical step in your branding journey. While many vendors simply offer blank items for basic printing, we provide a comprehensive, end-to-end solution for custom sublimated promotional products. Our clients gain access to a curated database of over 1.2 million products, each offering deep customization capabilities. We don’t just place a logo on an item; we help you engineer a physical asset that aligns perfectly with your strategic objectives. Whether you need a boutique run for a VIP event or a massive global rollout, our infrastructure is built to scale with your ambitions.
Expert design support is a cornerstone of our process. Translating a complex brand vision into a sublimated reality requires technical precision, particularly when managing CMYK color profiles and high-definition gradients. Our team ensures that your artwork is optimized for the sublimation process, maintaining the integrity of your visual identity across every substrate. We also specialize in the seamless integration of online company and team stores. This allows your organization to manage inventory, streamline ordering, and ensure brand consistency across multiple departments or global regions without the typical administrative burden.
The KP Innovations Difference
Our approach is defined by a commitment to white-glove service. We manage every detail of the production cycle, from initial concept to final delivery, reducing client stress and ensuring a polished result. Unlike standard vendors who rely on off-the-shelf catalog items, we utilize strategic sourcing to find materials that meet specific performance and aesthetic requirements. We maintain strict retail-quality standards for every promotional item we produce. This philosophy ensures that your merchandise isn’t just another giveaway; it’s a high-status tool for brand elevation that recipients will value and use for years.
Get Started on Your Custom Sublimation Strategy
Planning for your 2026 marketing calendar requires a proactive approach to procurement and design. We recommend requesting a consultation early in your project timeline to discuss material selection and logistics requirements. Preparing your artwork for high-definition sublimation printing involves specific technical steps, and our team is ready to guide you through the necessary file formats and resolution standards. When you are ready to move beyond average merchandise and invest in permanent, vibrant brand assets, Contact KP Innovations today to elevate your brand. We are prepared to transform your custom sublimated promotional products into a powerful, lasting testament to your company’s excellence.
Transform Your Physical Branding into Strategic Assets
Sublimation represents the evolution of corporate merchandise from disposable giveaways to permanent brand investments. By utilizing molecular bonding rather than surface-level inks, your organization ensures that every logo remains vibrant and every design stays intact for years. We have seen how full-surface customization and technical precision across high-poly substrates create a retail-quality experience that standard printing simply cannot match. It is time to move beyond the limitations of “logo in a box” designs and embrace the high-definition future of custom sublimated promotional products.
Choosing a partner who prioritizes strategic execution over simple order taking is the final step toward excellence. With access to over 1.2 million products and a dedicated white-glove project management team, we are ready to manage your global fulfillment and logistics needs with absolute precision. Your brand deserves a physical presence as sophisticated as its vision. Let us help you turn your next marketing campaign into a lasting legacy of quality and impact.
Elevate Your Brand with Custom Sublimation at KP Innovations
Frequently Asked Questions
Is sublimation better than screen printing for promotional products?
Sublimation is the superior choice for high-definition, multi-color branding that requires long-term durability. While screen printing is effective for simple, high-volume logos, it eventually cracks and peels. Sublimation creates a permanent molecular bond that maintains its integrity for the life of the product. This makes it the strategic choice for brands that prioritize a premium, retail-quality finish on their custom sublimated promotional products.
Can you sublimate on 100% cotton shirts?
Professional sublimation requires synthetic fibers like polyester to achieve permanent results. You cannot sublimate effectively on 100% cotton because natural fibers don’t have the polymer pores needed to lock in the gasified dye. For vibrant, sharp designs, we recommend a minimum of 65% polyester. This material science ensures your branding remains crisp and doesn’t wash out after the first use.
Do sublimated designs fade after multiple washes?
Sublimated designs are virtually impossible to fade because the dye resides inside the material fibers. Unlike traditional methods that apply ink to the surface, sublimation is a molecular transformation. Your branding won’t crack, peel, or lose its vibrancy even after hundreds of industrial laundry cycles. This durability ensures your promotional assets continue to represent your brand excellence for years without degradation.
What is the minimum order quantity for custom sublimated items?
Minimum order quantities depend on the specific product category and your project’s complexity. We offer scalable solutions that accommodate everything from specialized boutique runs to massive global rollouts. Our team works with you to determine the most efficient production path for your custom sublimated promotional products. This flexibility allows both growing enterprises and established corporations to maintain high branding standards regardless of order size.
How do I ensure my corporate colors are matched exactly in sublimation?
Exact color matching is achieved through the use of Pantone Matching System (PMS) values and calibrated digital profiles. We translate your specific brand colors into the CMYK spectrum used in high-definition sublimation printing. By utilizing pre-production samples and rigorous color proofing, we ensure that your visual identity remains consistent across different materials, from performance apparel to stainless steel drinkware.
Are there any design limitations when using all-over sublimation?
There are almost no limitations on color or complexity, though designers must account for seams and folds during the file setup. Sublimation allows for unlimited colors, photo-realistic details, and edge-to-edge gradients that traditional printing cannot replicate. While some minor voids can occur near deep seams on pre-assembled garments, our expert design support helps you optimize your artwork to minimize these technical challenges.
How long does the sublimation manufacturing process take?
Manufacturing timelines vary based on the scale of the order and the level of customization required. The process includes design optimization, proofing, physical sampling, and final production. While sublimation is a precise technical process, our managed logistics and fulfillment services ensure your project moves efficiently from the design phase to global delivery. We provide detailed schedules to help you plan your marketing calendar with confidence.
Can hard goods like metal and ceramic be sublimated?
Hard goods like metal and ceramic can be sublimated if they feature a specialized polymer coating. This coating allows the gasified ink to penetrate the surface of tumblers, water bottles, and coffee mugs. The result is a scratch-resistant, full-wrap design that feels smooth to the touch. This technology transforms standard office essentials into high-tier brand assets that withstand daily use in professional environments.